
1/26
大圆柱电池行业深度:市场现状、未来展望、
产业链及相关公司深度梳理
新能源汽车当前的痛点包括续航能力、充电效率、成本、安全性等,电池成为新能源汽车渗透率提升的
关键。大圆柱电池拥有高能量密度、强快充、高安全、长寿命等相对优势,与中高端乘用车对于长续航
和超快充的需求较为契合,成为了未来中高端电动车的最优解。目前各大企业积极规划布局大圆柱电池
产线,大圆柱电池在 2024 年有望加速出货。
在本报告中,我们将对大圆柱电池行业的生产、技术、市场等方面进行全面的分析。首先,我们将回顾
大圆柱电池的发展历程,并分析其所具备的优势。随后,我们将分析目前行业发展的现状,包括应用市
场、主要参与者竞争格局及产业规划等内容。另外,我们将通过对产业链的深入探讨,介绍大圆柱电池
的制造过程和关键技术,并对相关公司进行梳理。最后,展望未来大圆柱电池市场。
目录
一、行业概述.............................................................................1
二、行业现状.............................................................................4
三、产业链分析...........................................................................7
四、相关公司............................................................................21
五、未来展望............................................................................25
六、参考研报............................................................................25
一、行业概述
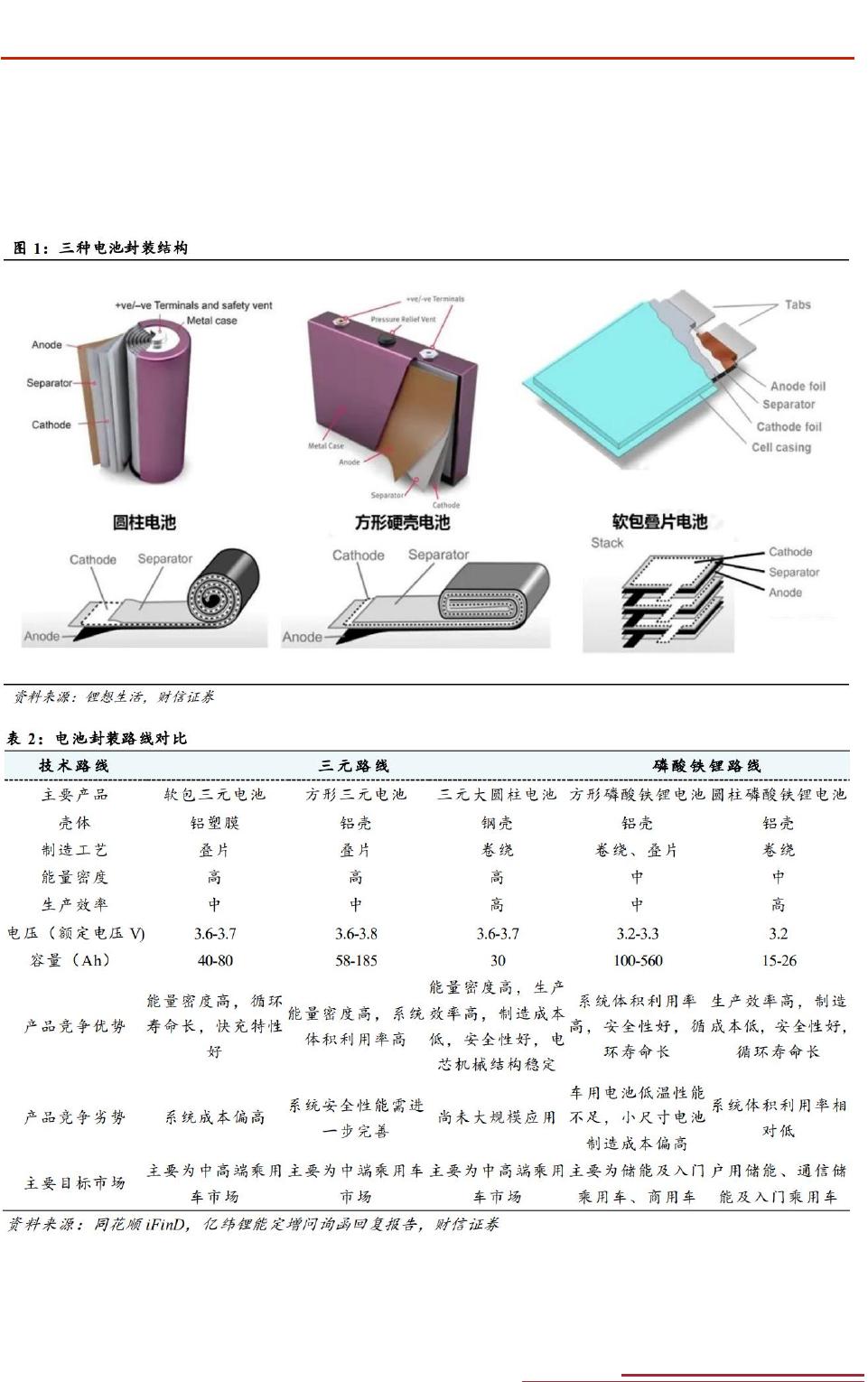
1、电池三种封装形式
按照封装形式来划分,锂电池可以分为方形、圆柱与软包三种形态。封装形式是指单体锂电池的封装结
构,不同的封装形式对应不同的工艺制程,也对应了不同形态的电池精密结构件。目前,锂电池封装形
式技术路线主要包括圆柱、方形、软包三种形式。
(1)方形:通常采用卷绕或者叠片工艺进行裸电芯的制作,以方形的铝壳或者钢壳作为封装材料。方
形电池有成组效率高、单体容量大、结构简单的优点,但其一致性较低、散热难度大。
(2)软包:软包动力电池采用铝塑膜作为外壳,通常采用叠片工艺进行裸电芯的制作。软包电池有单
体能量密度高、电化学性能良好、安全性高、设计灵活等优点,但其产品一致性要求更高、成组效率相
对较低、成本相对较高。
 VIP
VIP



