
1/26
BC 电池行业深度:市场空间、収展壁垒、収
展前景、相关公司深度梳理
BC 电池,全称是“全背电极接触(全反面电极接触)晶硅光伏电池”,是一种太阳能电池技术。BC 电
池采用不同于传统晶硅光伏电池的设计,它的电极位于电池的反面(背面),这意味着正面完全暴露给
阳光,提高了光的吸收效率。这种设计还可以减少电流传输的路径,降低电阻,提高电池的性能。尽管
BC 电池相较其他电池技术路线优势明显,但目前还存在一些技术上的壁垒。随着 BC 电池工艺流程的缩
短以及关键制造技术的突破,量产化进程将加速,与其他电池技术结合的 XBC 电池效率优势明显,且
具备明显的外观优势,未来 BC 电池或成为下一代主流光伏电池路线之一。
围绕 BC 电池,下面我们从 BC 电池的起源与发展、结构拆解、工艺流程等方面入手了解 BC 电池的基本
知识,了解其区别于其他电池的优势,当前可应用的范围及市场空间、未来前景、相关壁垒、竞争格局、
相关公司等,探讨今后 BC 电池的发展前景路线等问题,方便读者深入了解这一行业。
目录
一、概述 ................................................................................1
二、市场空间 ............................................................................6
三、行业壁垒 ............................................................................9
四、竞争格局及龙头复盘 .................................................................. 13
五、相关公司 ........................................................................... 16
六、行业前景 ........................................................................... 22
七、参考研报 ........................................................................... 26
一、概述
1.BC 电池起源与収展
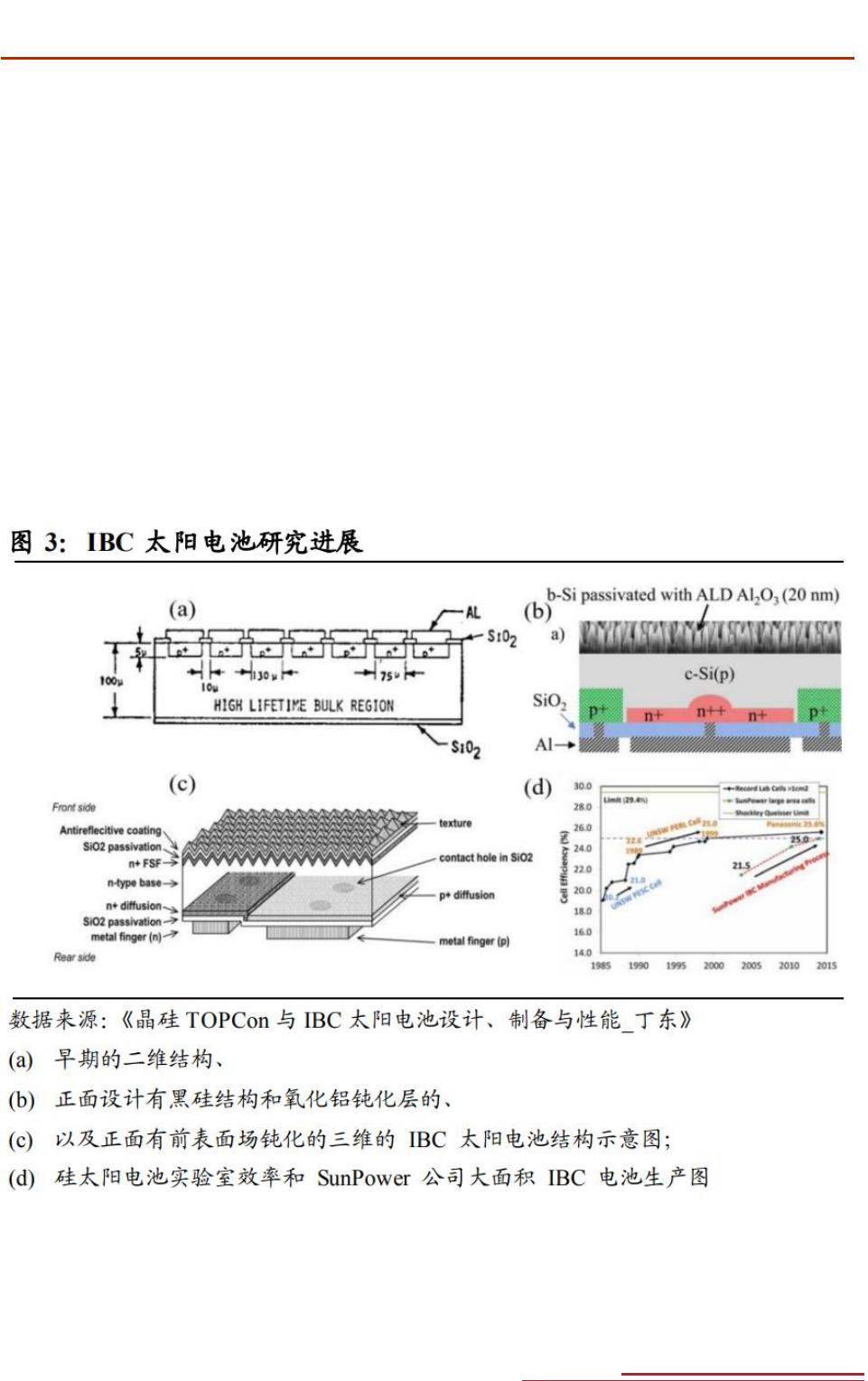
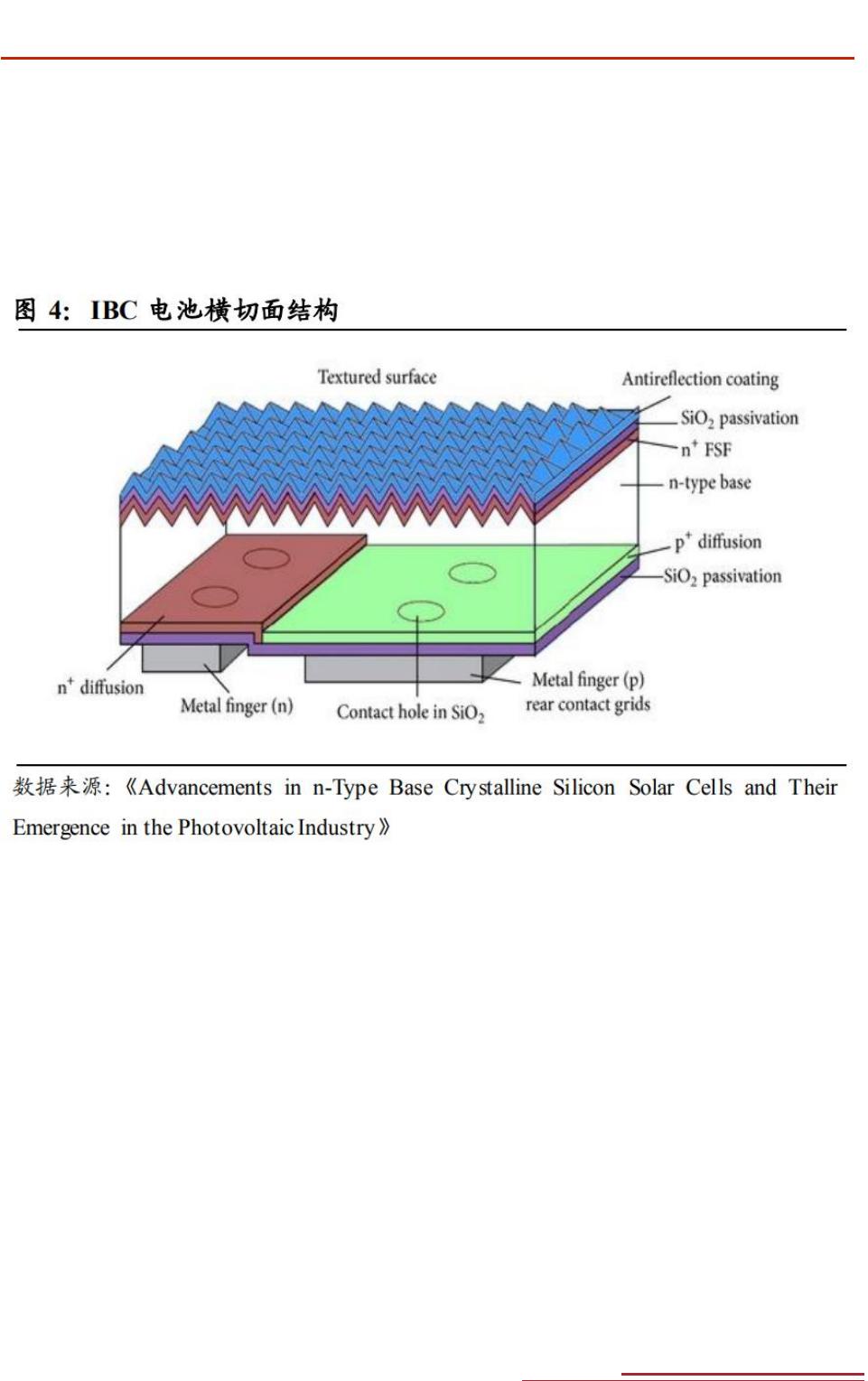
BC 电池(back contact)全称为背接触电池,其基型是 IBC 电池(交叉指式背接触电池),与其他晶硅
电池路线最大不同在于:发射极、表面场和金属电极都做在电池背面,并交叉指式分布,电池正表面无
任何栅线遮挡,最大限度地利用入射光,减少光学损失,带来更多有效发电面积,拥有高转换效率,且
外观上更加美观。
传统晶体硅太阳电池的发射极和表面场结构一般位于电池两侧,对应的正负金属电极也位于电池正负表
面以便于收集从光生载流子分离出的空穴和电子,同时正面由于金属栅线的存在对电池有一定的遮荫损
 VIP
VIP



